เส้นใยโดยตรงสำหรับการพันเส้นใย



เส้นใยโดยตรงสำหรับการพันเส้นใย
เส้นใย Direct Roving สำหรับการพันเส้นใย สามารถใช้ได้กับโพลีเอสเตอร์ไม่อิ่มตัว โพลียูรีเทน ไวนิลเอสเตอร์ อีพ็อกซี และเรซินฟีนอล
คุณสมบัติ
●ประสิทธิภาพกระบวนการที่ดีและค่าความคลาดเคลื่อนต่ำ
●ใช้งานร่วมกับระบบเรซินได้หลากหลาย
●คุณสมบัติเชิงกลที่ดี
●การซึมซับน้ำอย่างสมบูรณ์และรวดเร็ว
●ทนทานต่อการกัดกร่อนของกรดได้ดีเยี่ยม

แอปพลิเคชัน
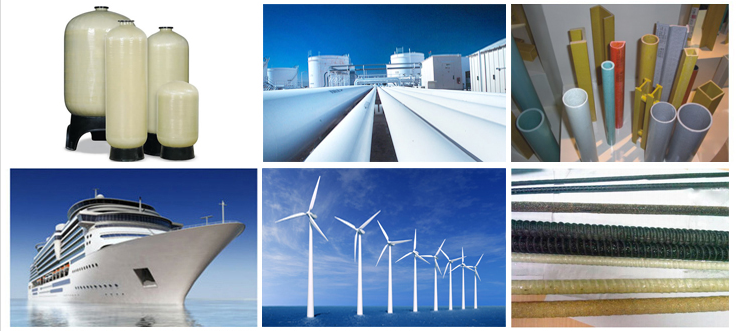
การใช้งานหลัก ได้แก่ การผลิตท่อ FRP ขนาดเส้นผ่านศูนย์กลางต่างๆ ท่อแรงดันสูงสำหรับการขนส่งปิโตรเลียม ภาชนะรับแรงดัน ถังเก็บ และวัสดุฉนวน เช่น แท่งสาธารณูปโภคและท่อฉนวน
รายการสินค้า
| รายการ | ความหนาแน่นเชิงเส้น | ความเข้ากันได้ของเรซิน | คุณสมบัติ | การใช้งานขั้นสุดท้าย |
| บีเอชดับบลิว-01ดี | 1200,2000,2400 | EP | ใช้งานร่วมกับเรซินอีพ็อกซีได้ ออกแบบมาสำหรับกระบวนการพันเส้นใยภายใต้แรงดึงสูง | ใช้เป็นวัสดุเสริมแรงในการผลิตท่อแรงดันสูงสำหรับการขนส่งปิโตรเลียม |
| บีเอชดับบลิว-02ดี | 2000 | โพลียูรีเทน | ใช้งานร่วมกับเรซินอีพ็อกซีได้ ออกแบบมาสำหรับกระบวนการพันเส้นใยภายใต้แรงดึงสูง | ใช้ในการผลิตแท่งอเนกประสงค์ |
| บีเอชดับบลิว-03ดี | 200-9600 | ขึ้น, วี, อีพี | เข้ากันได้กับเรซิน; ขนปุยน้อย; คุณสมบัติการแปรรูปที่เหนือกว่า; ผลิตภัณฑ์คอมโพสิตมีความแข็งแรงเชิงกลสูง | ใช้ในการผลิตถังเก็บและท่อ FRP แรงดันปานกลางสำหรับการส่งน้ำและการกัดกร่อนทางเคมี |
| บีเอชดับบลิว-04ดี | 1200,2400 | EP | คุณสมบัติทางไฟฟ้าที่ยอดเยี่ยม | ใช้ในการผลิตท่อฉนวนกลวง |
| บีเอชดับบลิว-05ดี | 200-9600 | ขึ้น, วี, อีพี | เข้ากันได้กับเรซิน; ผลิตภัณฑ์คอมโพสิตมีคุณสมบัติเชิงกลที่ดีเยี่ยม | ใช้ในการผลิตท่อและถังเก็บ FRP ที่ทนแรงดันทั่วไป |
| บีเอชดับบลิว-06ดี | 735 | ขึ้น ขึ้น ขึ้น | ประสิทธิภาพการทำงานในกระบวนการผลิตดีเยี่ยม ทนทานต่อการกัดกร่อนทางเคมีได้ดีเยี่ยม เช่น การกัดกร่อนจาก H2S ในน้ำมันดิบและก๊าซ เป็นต้น ทนทานต่อการสึกหรอได้ดีเยี่ยม | ออกแบบมาสำหรับการพันเส้นใยในท่อเทอร์โมพลาสติกเสริมแรง (RTP) ซึ่งต้องการความทนทานต่อกรดและการสึกหรอ เหมาะสำหรับใช้งานในระบบท่อแบบม้วนเก็บได้ |
| บีเอชดับบลิว-07ดี | 300-2400 | EP | ใช้ได้กับเรซินอีพ็อกซี; ขนปุยน้อย; ออกแบบมาสำหรับกระบวนการพันเส้นใยภายใต้แรงดึงต่ำ | ใช้เป็นวัสดุเสริมแรงสำหรับภาชนะรับแรงดันและท่อ FRP ที่ทนแรงดันสูงและปานกลางสำหรับการส่งน้ำ |
| การระบุตัวตน | |||||||
| ประเภทของกระจก | E | ||||||
| เส้นใยตรง | R | ||||||
| เส้นผ่านศูนย์กลางของเส้นใย (ไมโครเมตร) | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| ความหนาแน่นเชิงเส้น, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| พารามิเตอร์ทางเทคนิค | |||
| ความหนาแน่นเชิงเส้น (%) | ปริมาณความชื้น (%) | ปริมาณ (%) | ความแข็งแรงในการแตกหัก (N/Tex) |
| ไอโอเอส1889 | ไอโอเอส3344 | ไอโอเอส1887 | IS03341 |
| ±5 | ≤0.10 | 0.55±0.15 | ≥0.40 |
กระบวนการพันเส้นใย
การพันเส้นใยแบบดั้งเดิม
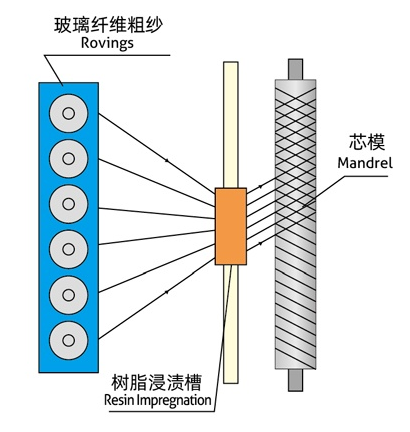
ในกระบวนการพันเส้นใย เส้นใยแก้วที่ชุบเรซินอย่างต่อเนื่องจะถูกพันภายใต้แรงดึงบนแกนหมุนในรูปแบบเรขาคณิตที่แม่นยำเพื่อสร้างชิ้นส่วน จากนั้นจึงนำไปอบให้แข็งตัวเพื่อขึ้นรูปเป็นชิ้นส่วนสำเร็จรูป
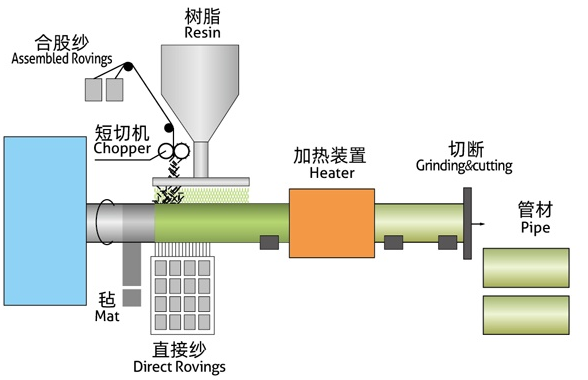
การพันเส้นใยแบบต่อเนื่อง
แผ่นลามิเนตหลายชั้นที่ประกอบด้วยเรซิน ใยแก้วเสริมแรง และวัสดุอื่นๆ จะถูกนำไปเคลือบลงบนแกนหมุน ซึ่งขึ้นรูปจากแถบเหล็กต่อเนื่องที่เคลื่อนที่อย่างต่อเนื่องในลักษณะเกลียว ชิ้นส่วนคอมโพสิตจะถูกให้ความร้อนและแข็งตัวในตำแหน่งที่แกนหมุนเคลื่อนที่ไปตามสายการผลิต จากนั้นจึงตัดให้ได้ความยาวที่ต้องการด้วยเลื่อยตัดแบบเคลื่อนที่