เส้นใยตรงสำหรับกระบวนการพัลทรูชั่น



เส้นใยตรงสำหรับกระบวนการพัลทรูชั่น
เส้นใย Direct Roving สำหรับกระบวนการ Pultrusion สามารถใช้ได้กับโพลีเอสเตอร์ไม่อิ่มตัว ไวนิลเอสเตอร์ อีพ็อกซี และเรซินฟีนอล
คุณสมบัติ
●ประสิทธิภาพกระบวนการที่ดีและค่าความคลาดเคลื่อนต่ำ
●ใช้งานร่วมกับระบบเรซินได้หลากหลาย
●คุณสมบัติเชิงกลที่ดี
●การซึมซับน้ำอย่างสมบูรณ์และรวดเร็ว
●ทนทานต่อการกัดกร่อนของกรดได้ดีเยี่ยม

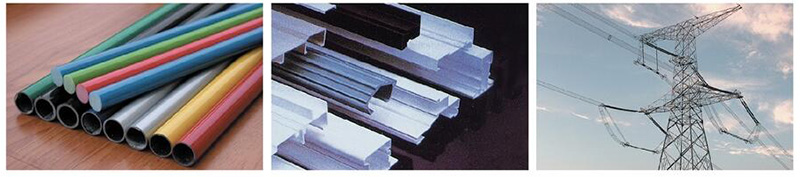
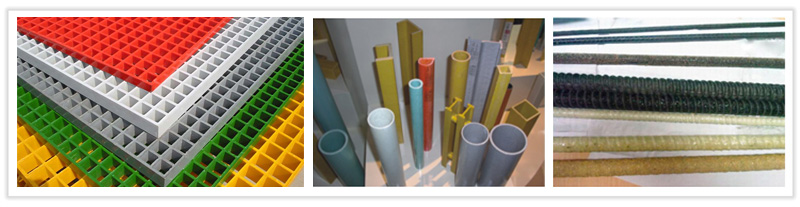
แอปพลิเคชัน:
มีการใช้งานอย่างแพร่หลายในอุตสาหกรรมการก่อสร้าง โทรคมนาคม และฉนวนกันความร้อน
โปรไฟล์ขึ้นรูปด้วยกระบวนการพัลทรูชั่นสำหรับอุปกรณ์กีฬากลางแจ้ง สายเคเบิลใยแก้วนำแสง แท่งรูปทรงต่างๆ และอื่นๆ
รายการสินค้า
| รายการ | ความหนาแน่นเชิงเส้น | ความเข้ากันได้ของเรซิน | คุณสมบัติ | การใช้งานขั้นสุดท้าย |
| บีเอชพี-01ดี | 300,600,1200 | VE | เข้ากันได้กับเรซินเมทริกซ์; ผลิตภัณฑ์คอมโพสิตขั้นสุดท้ายมีความแข็งแรงดึงสูง | ใช้ในการผลิตสายเคเบิลใยแก้วนำแสง |
| บีเอชพี-02ดี | 300-9600 | ขึ้น, วี, อีพี | เข้ากันได้กับเรซินเมทริกซ์; ซึมซาบเร็ว; คุณสมบัติเชิงกลที่ดีเยี่ยมของผลิตภัณฑ์คอมโพสิต | ใช้ในการผลิตเหล็กเส้นรูปทรงต่างๆ |
| บีเอชพี-03ดี | 1200-9600 | ขึ้น, วี, อีพี | เข้ากันได้กับเรซิน; ผลิตภัณฑ์คอมโพสิตมีคุณสมบัติเชิงกลที่ดีเยี่ยม | ใช้ในการผลิตเหล็กเส้นรูปทรงต่างๆ |
| บีเอชพี-04ดี | 1200,2400 | อีพี, โพลีเอสเตอร์ | เส้นด้ายเนื้อนุ่ม; ขนฟูน้อย; เข้ากันได้ดีกับเรซิน | เหมาะสำหรับการผลิตตะแกรงขึ้นรูป |
| บีเอชพี-05ดี | 2400-9600 | ขึ้น, วี, อีพี | คุณสมบัติแรงดึง แรงดัด และแรงเฉือนที่ยอดเยี่ยมสำหรับผลิตภัณฑ์คอมโพสิต | โปรไฟล์พัลทรูชั่นประสิทธิภาพสูง |
| บีเอชพี-06ดี | 2400,4800,9600 | EP | เส้นใยมีความแข็งแรงสูง มีความคงตัวและแตกตัวเป็นเส้นได้ดี เข้ากันได้ดีกับเรซินอีพ็อกซี ซึมเข้าเรซินได้สมบูรณ์และรวดเร็ว มีคุณสมบัติทางกลที่ดีเยี่ยม และมีคุณสมบัติทางไฟฟ้าที่ดีเยี่ยมในผลิตภัณฑ์สำเร็จรูป | แท่งฉนวนและเสาฉนวน |
| การระบุตัวตน | |||||||
| ประเภทของกระจก | E | ||||||
| เส้นใยตรง | R | ||||||
| เส้นผ่านศูนย์กลางของเส้นใย (ไมโครเมตร) | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| ความหนาแน่นเชิงเส้น, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| พารามิเตอร์ทางเทคนิค | |||
| ความหนาแน่นเชิงเส้น (%) | ปริมาณความชื้น (%) | ปริมาณ (%) | ความแข็งแรงในการแตกหัก (N/Tex) |
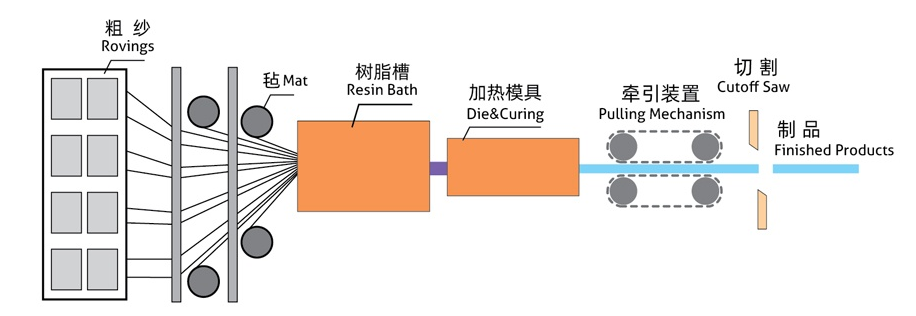
กระบวนการพัลทรูชั่น
เส้นใย ผ้า หรือวัสดุสิ่งทออื่นๆ จะถูกดึงผ่านอ่างชุบเรซิน แล้วจึงเข้าสู่แม่พิมพ์ที่ให้ความร้อนโดยใช้เครื่องดึงแบบต่อเนื่อง ผลิตภัณฑ์ขั้นสุดท้ายจะถูกขึ้นรูปภายใต้สภาวะอุณหภูมิสูงและความดันสูง